



A systematic approach facilitates formulation component selection.
NGS abbreviates drug discovery timelines.
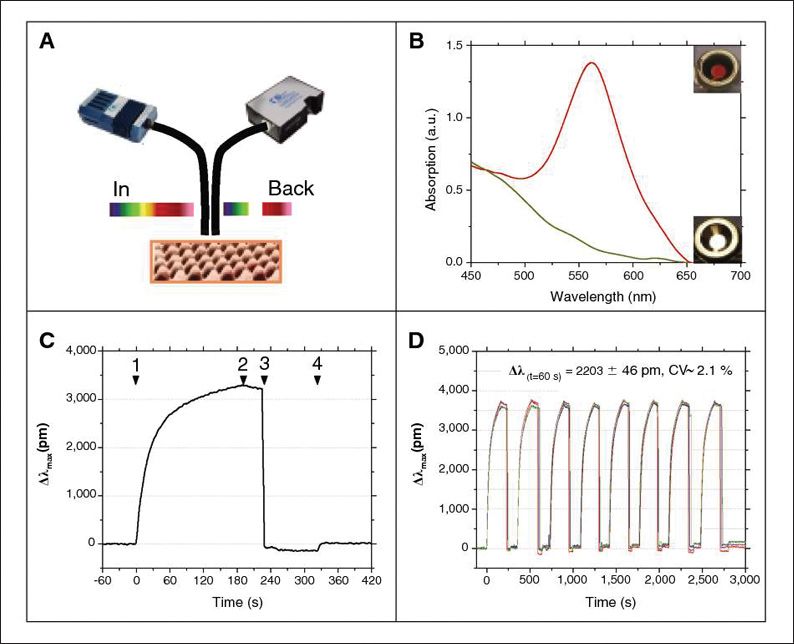
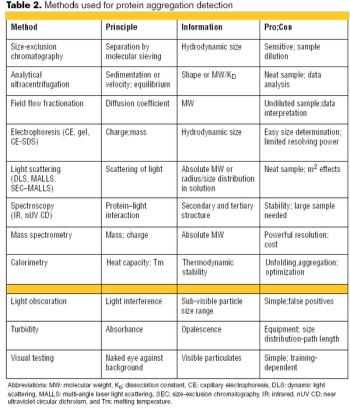
There is a great need for sensitive, precise, and easily accessible analytical detection techniques for protein sequencing.

Developing cell-based potency assays for cell therapies requires meticulous coordination.

A systematic approach facilitates formulation component selection.
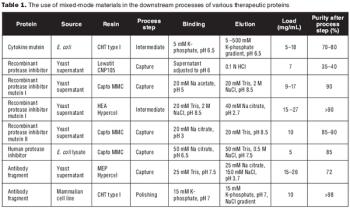
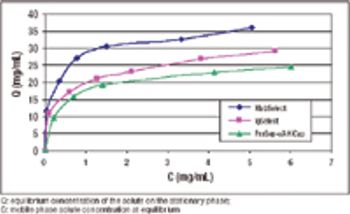
Salt-tolerant adsorption and unique selectivity are the major advantages of mixed-mode materials over single-mode resins.

Membrane chromatography ensures purity at high flow rates.
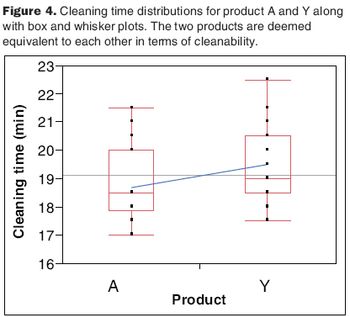
The two-one-sided t-test compares the equivalency of two data sets.
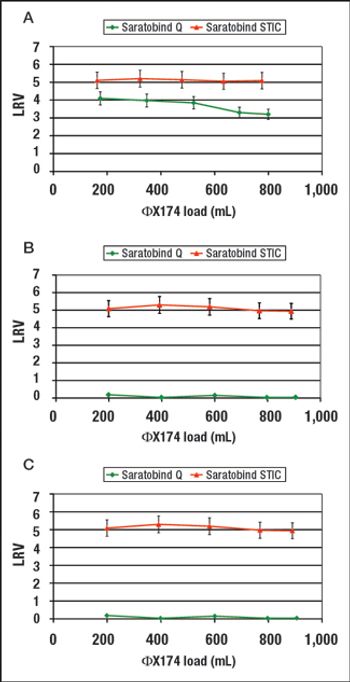
STIC allows polishing to be carried out without an interstitial dilution step, which reduces process time and avoids additional buffer preparation and hold steps.
A stable alternative to Protein A chromatography.
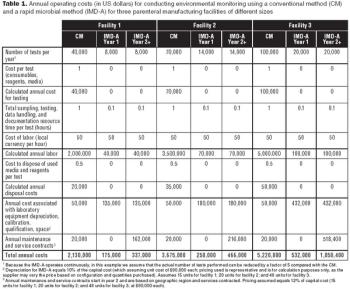
A case study implementing rapid microbiological methods.

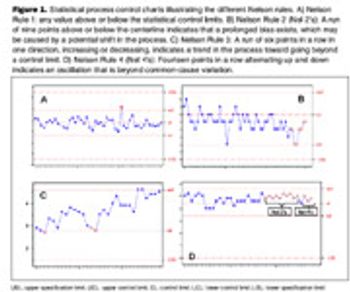
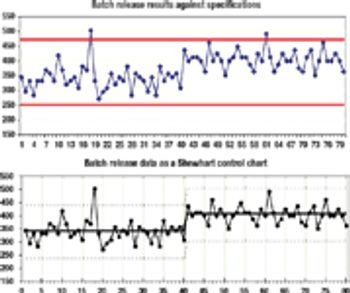
A better method for trend analysis than CUSUM and control charts.
Select the best approach to determine critical quality attributes.
By following key strategies, companies can reduce the risk and increase the benefits of outsourcing analytical development and testing
Without a rigorous discussion of the pros and cons of QbD, its tremendous benefits will be lost.
This article reviews some of the commonly used approaches for process monitoring as well as the evolution of process monitoring in the Quality by Design (QbD) paradigm.
Can increase in ionic strength result in higher viscosity?

Robust packing procedures can improve process performance and increase resin lifetime.
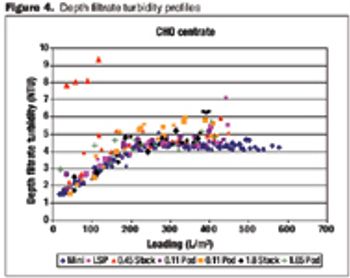
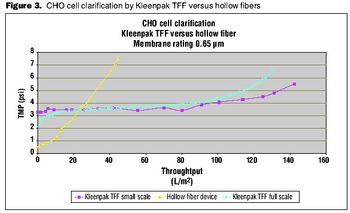
Data on the performance and variability of different formats.

QbD for QA? Try a two-step approach
Choosing the right tools to enhance the process.
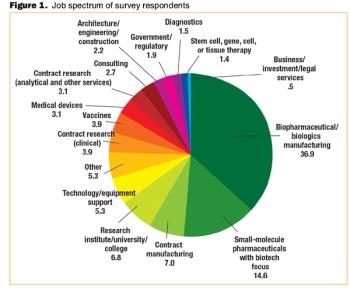
Will the global economic crisis affect your job? BioPharm International's third annual salary survey finds out.

Results from a process developed for a commercial antibody.
FDA perspectives on specs and effective control strategies.
Improving your quality operations by using sound statistical principles.