





Development
Latest News
Advertisement
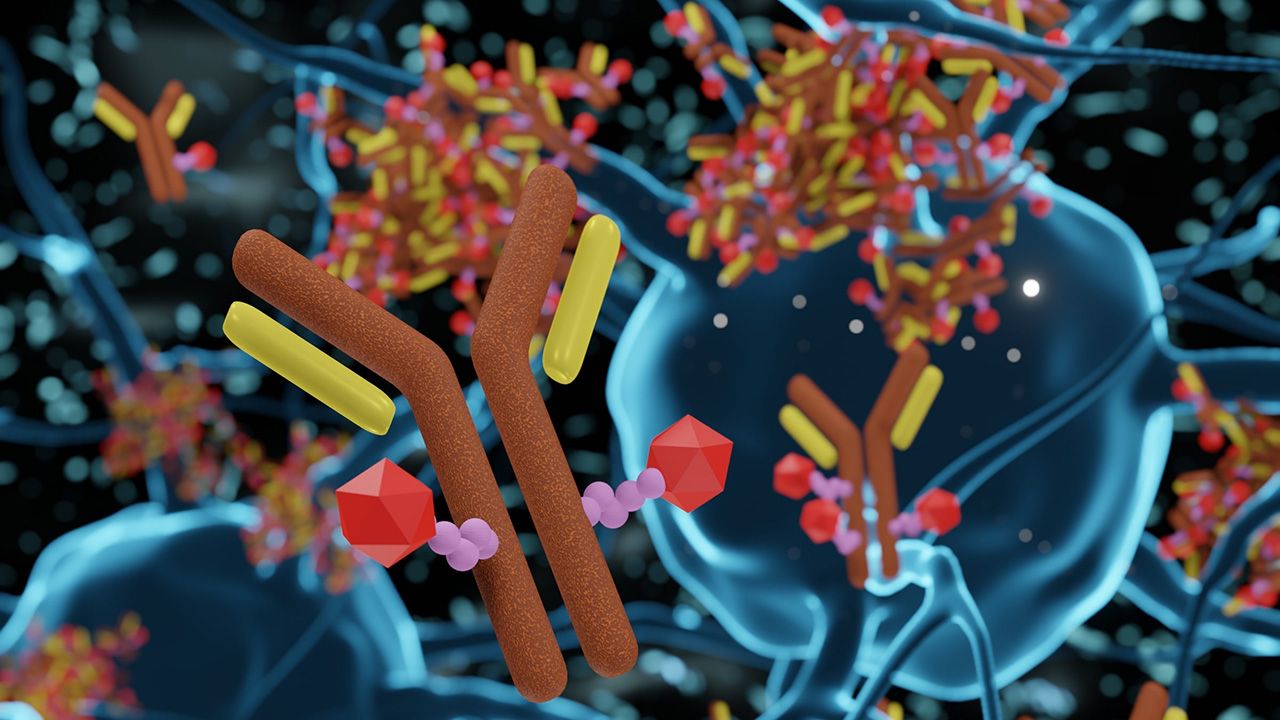
Research into Cold Cancers Heating Up
Accurately targeted immunotherapies through reliable neoantigen recognition enable personalized medicine development.
Proprietary Cell-Line Development for High-Titer AAV Manufacturing
Proprietary cell lines offer opportunities for achieving high AAV titers.
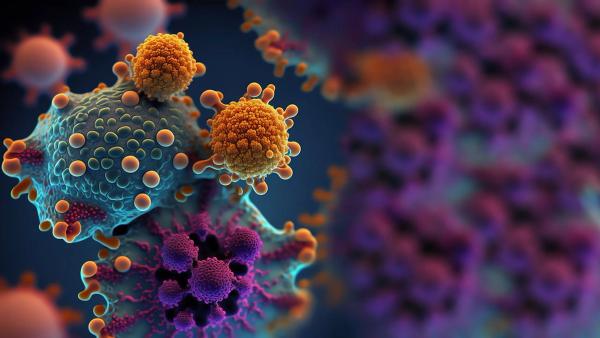
Bracing for a Future Wave of Advanced Therapies
In the ATMP space, CGTs are hitting their stride with unprecedented approvals in the past year alone.

Latest Videos






Shorts
Advertisement
More News

FDA has granted fast track designation to Aravax's PVX108, a peptide immunotherapy for peanut allergy, ahead of phase 2 data.

Opus Genetics has enrolled the last patient in its registrational Phase 3 trial of OPGx-LCA5, an AAV8 gene therapy for LCA5-associated inherited retinal disease, keeping the program on track for a potential first-in-disease approval.

China's NMPA has approved an IND for a Phase Ib/II trial combining Leads Biolabs' PD-L1/4-1BB bispecific antibody opamtistomig with standard regimens in metastatic colorectal cancer, extending the drug's reach into one of oncology's most immunotherapy-resistant tumor types.

Precision analytics and flexible manufacturing are helping to advance safer, scalable bispecific antibodies, antibody-drug conjugates, and central nervous system monoclonal antibodies from development to patients.

Novo Nordisk's ziltivekimab failed to reduce cardiovascular events in the phase 3 ZEUS trial despite confirmed IL-6 target engagement.

The EC has approved AstraZeneca and Daiichi Sankyo’s datopotamab deruxtecan ADC for 1st-line metastatic TNBC, which showed a 5.0-month overall survival benefit over chemotherapy.
Polpharma Biologics and Fresenius Kabi announced that the FDA and EMA have accepted for review PB016, a proposed biosimilar to Takeda's Entyvio (vedolizumab), with Fresenius Kabi holding exclusive global commercialization rights outside the Middle East and North Africa.

We answer readers’ top questions on limit of blank, limit of detection, limit of quantitation, acceptance criteria, and equivalence testing in analytical method validation.
Kelun-Biotech's sac-TMT has gained NMPA acceptance for a new first-line indication application in advanced triple-negative breast cancer.
Iksuda Therapeutics has received FDA clearance of its IND application for IKS04, a CA242-directed antibody-drug conjugate paired with a novel dosing approach designed to improve solid tumor penetration, enabling a Phase 1 trial in gastrointestinal cancers.

FDA has granted priority review to Johnson & Johnson's Rybrevant Faspro for head and neck cancer, backed by 42% ORR in the OrigAMI-4 trial.
J&J Partners With Sail Biomedicines on In Vivo CAR-T for Autoimmune Disease, Holds Option to Acquire
Johnson & Johnson has entered a collaboration and equity investment agreement with Sail Biomedicines to advance in vivo CAR-T therapies for immune-mediated diseases, securing an exclusive option to acquire the company for $2.58 billion.

Aprea Therapeutics CEO Dr Oren Gilad discusses ASCO 2026 data for WEE1 inhibitor APR-1051 and the company's precision oncology strategy while at BIO 2026.

Allogene's cema-cel has received FDA RMAT and fast track designations for first-line consolidation therapy in high-risk large B-cell lymphoma.

The FDA has granted Regenerative Medicine Advanced Therapy designation to Ocugen's OCU410, a one-time AAV gene therapy for geographic atrophy secondary to dry age-related macular degeneration, based on Phase 2 data showing a statistically significant reduction in lesion growth.

FDA staff have questioned RP1's melanoma trial data ahead of a July 30, 2026 advisory committee vote, causing Replimune shares to fall 30%.
Paul Romness, chair, chief executive officer, and president of OS Therapies, discusses how advances in linker chemistry, payload design, and evolving regulatory approaches could shape the next generation of antibody–drug conjugates for oncology.

Ahead of a July 29 FDA advisory committee meeting, the FDA released briefing documents disputing Capricor Therapeutics' claim that its Phase 3 HOPE-3 trial of deramiocel, a cell therapy for Duchenne muscular dystrophy cardiomyopathy, met its primary and secondary efficacy endpoints, a disagreement centered on which version of the trial's statistical analysis plan should govern the results.
AbelZeta has received FDA RMAT clearance for a registrational phase 2 trial of its bispecific CAR-T therapy, C-CAR168, in refractory lupus nephritis.

GSK will invest £400 million (US$532 million) in a new Cambridge, UK, R&D center, relocating from Stevenage amid second quarter earnings and a cost-savings plan.

Veraxa Biotech has advanced its bispecific antibody-drug conjugate program VXA-222 into its next development phase after OmniAb completed discovery work under their May 2025 collaboration, creating a dual-antigen "AND-gate" candidate designed to improve precision in solid tumor treatment.

Harbour BioMed and Sinopharm have formed a strategic Innovation Consortium to co-develop biologics in oncology and immune-mediated inflammatory disease.

argenx will acquire Forte Biosciences for $2.2 billion, which will add first-in-class anti-CD122 antibody, FB102, to its immunology pipeline.

Johnson & Johnson reported that phase 3 MonumenTAL-6 data show Tecvayli plus Talvey cut the risk of progression or death by 89% in relapsed/refractory multiple myeloma.

A Phase 1 trial of DYP688, a first-in-class antibody-drug conjugate targeting the Gq/11 pathway, showed disease control in more than 80% of patients with metastatic uveal melanoma and was well tolerated, according to findings published in Nature Medicine, even after Novartis halted the drug's development.
Advertisement
Advertisement